|
磨床/珩磨设备展厅 |
|
| 请选择展区 |
|
|
| |
|
|
| |
|
|
|
|
|
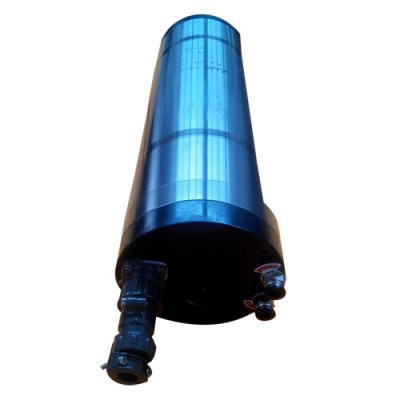
| 精密磨床电主轴
|
|
主轴是高精密磨床的关键部件,可以说是磨床的心脏。如M8612型花键磨床、M250A型内孔磨床、M3A64工 具磨床等,它们的主轴都是采用的隔圈式角轴承。隔圈式角轴承的安装和调整要求非常严格,是维修中的老大难问题, 经常困扰着机床修理工作。工件的粗糙度或圆度超差一般都跟主轴角轴承有关,应调整或更换新的轴承。高精密磨床首先要按原配轴承的 精度,内外环直径及宽度,轴承数量来选购成对角接触轴承,一定要把型号标准。按照我国现行轴承行业标准。
中炬精工是机械主轴、机械主轴、电主轴、加工中心主轴、轴承等产品专业生产加工的供应商,拥有完整、科学的质量管理体系。安阳中炬精工有限公司是一家以老国有企业的技术基础和引进德国先进技术为依托的新型主轴产业公司,是一家从事研发、制造和销售、服务的专业精密主轴制造公司。公司拥有多名从事精密主轴研发、生产加工和装配的顶级工程师和技师,并和多家高等学府和国家科研机构从事密切的技术交流和沟通。
本公司生产大功率电主轴、加工中心主轴、数控车床主轴、各种机械主轴并接受客户定制和开发特种主轴,在大扭矩、高刚性、密封防尘、防水方面有自己独特的见解和造诣。公司本着"技术领先、诚信服务"为原则,为国内的主轴行业添砖加瓦。
中炬精工的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。
产品特色:
一、主轴材质
◆主轴轴芯采用40CR,经蘸火、淬火、时效等工艺加工,以达高韧性、高耐磨、高稳定性的要求标准
◆轴套采用锻打的45T,增加主轴的致密强度,生成高刚性主轴
二、隔垫
◆采用45T材质。
◆经标准热处理程序后加工研磨,以达高精度、高稳定性要求。
◆平行度0.003mm以内,垂直度0.003mm以内。
三、轴承
◆采用国内知名品牌P4轴承
四、组装
◆组装区采用恒温空调控制温度,精确选配公差配合。
◆采用轴承加热器加热轴承,无过热及残留磁性之顾忌。
◆组装步骤均标准程序校正。
◆锁紧螺帽均依标准值以扭力扳手锁紧,并坚持不以调整螺帽校正主轴
◆出厂主轴300mm偏摆均于0.008mm以内。25mm偏摆值于0.003mm以内
五、平衡测试
◆使用CEMB 计算机平衡校正机,精确校验主轴平衡,并提供校騟记录。
◆校验主轴平衡已达到ISO1940规范G1等级。
六、跑合测试
◆主轴在入库或者是出厂之前要进行3个小时的跑合实验,观察主轴的温升、振动值、噪声的变化,控制每个值都在标准值范围内进行验收,合格后出厂或入库。
七、包装
◆包装前要对主轴进行严格的清洁及防锈处理。
磨床主轴分为内圆磨和外圆磨,现在越来越多的人磨床都用电主轴,因为电主轴的转速高,能达到的光洁度就高,其实电主轴是有一个条件的制约呢,那就是扭矩。扭矩的计算公式为:9550*功率/转速。扭矩越大、转速越高、功率就会越大,那么主轴的外径就会越大。所以磨削主轴的变幻空间很大,平常我们一般不背后磨削主轴,如果有客户要我们是根据客户的要求定做。看看我们做过的产品吧
由于电主轴的定转子不是我们自己设计的,我们所使用的定转子都是别人设计好的。所以请各位买家在需要什么样的电主轴请给我们电话联系,方便我给您查询。
|
| 参考价格:0 |
| 公司其它产品:
| |
| |
|
|
|
对 磨床/珩磨设备 有何见解?请到
磨床/珩磨设备论坛 畅所欲言吧!
|